

Haifa Group: World-Class Chemical Manufacturing Security
CoreIT delivered comprehensive security and surveillance infrastructure for Haifa Group, a global leader in specialty fertilizers and chemical manufacturing. Our advanced security systems protect manufacturing facilities, chemical storage areas, and research operations for the company that supplies over 30% of global potassium nitrate demand across 100+ countries worldwide.
🏆 Global Leader
📈$750M
Revenue
🌎100+
Countries
Securing global chemical manufacturing operations with enterprise-grade technology
Key Achievements:
✓ Chemical facility protection with specialized surveillance systems for hazardous material environments
✓ Multi-zone security covering production areas, chemical storage, and research laboratories
✓ Advanced perimeter monitoring with environmental sensors and intrusion detection systems
✓ 24/7 operations center ensuring continuous oversight of chemical manufacturing processes
✓ Regulatory compliance meeting stringent safety standards for chemical manufacturing facilities
✓ Emergency response integration connecting with hazmat teams and industrial safety protocols
✓ Access control systems managing personnel entry to restricted chemical production areas
✓ Environmental monitoring tracking air quality and chemical safety parameters
Project Details:
Client: Haifa Group
Location: Chemical Manufacturing Facilities, Israel
Project Duration: 12 months
System Type: Chemical Manufacturing Security & Surveillance
Facility Scope: Production facilities and chemical storage areas
Technology Focus: Industrial Security Operations & Chemical Asset Protection
Project Scope: CoreIT Communication Solutions implemented comprehensive security infrastructure for Haifa Group, a multinational corporation and global leader in specialty fertilizers and chemical manufacturing. Founded in 1966, Haifa Group operates production facilities in Israel, France, and the US, serving agricultural markets in over 100 countries with an annual revenue exceeding $750 million. The project secured critical chemical manufacturing operations, including potassium nitrate production facilities that supply 30% of global demand.
Project Overview

Advanced Chemical Manufacturing Security
Specialized security systems designed for chemical production environments and hazardous material handling


Chemical Production Monitoring
Technology: Industrial-grade surveillance systems with specialized equipment for power generation environments
Coverage: Comprehensive monitoring of turbine halls, control rooms, fuel storage areas, and critical infrastructure components with specialized surveillance solutions designed for industrial power generation facilities.


Industrial Infrastructure Management
Technology: Enterprise-grade network infrastructure with industrial cable management and environmental protection
Coverage: Robust communication networks supporting security systems, production monitoring, and emergency response coordination throughout chemical manufacturing facilities.




Facility Access Control
Technology: Integrated access control and personnel tracking systems for chemical facility security
Coverage: Secure entry management for authorized personnel, contractors, and visitors with comprehensive monitoring of all facility access points and restricted chemical storage areas.
Professional Installation Standards
Technology: Industrial-grade cable management and network infrastructure for chemical manufacturing environments Coverage: Professional installation meeting chemical industry standards with redundant systems ensuring continuous operation during critical manufacturing processes.
Gallery
Project Highlights








Measurable improvements in critical infrastructure protection, operational continuity, and national energy security
Regulatory Benefits
Regulatory Compliance:
Documentation systems providing audit trails for chemical safety and security compliance
Safety standards meeting requirements for chemical manufacturing and hazardous material handling
Environmental monitoring ensuring compliance with industrial safety and environmental regulations
Quality Assurance:
Production oversight monitoring chemical manufacturing processes for quality control
Chain of custody tracking for specialty fertilizers and chemical products from production to shipment
Process documentation supporting quality assurance and regulatory reporting requirements
Global Operations Support:
Scalable architecture supporting Haifa Group's international expansion and facility growth
Standardized systems enabling consistent security protocols across global manufacturing locations
Remote monitoring capabilities supporting operations management across multiple time zones
Business Benefits
Production Safety:
Continuous monitoring of chemical production processes and hazardous material handling areas
Environmental protection with air quality monitoring and chemical leak detection systems
Emergency response enabling rapid coordination during chemical incidents or safety emergencies
Asset Protection:
Advanced surveillance of valuable chemical production equipment and raw material storage
Perimeter security protecting chemical facilities from unauthorized access and industrial espionage
Inventory monitoring tracking movement of chemicals and finished products throughout facilities
Operational Efficiency:
Integrated systems streamlining security operations across multiple production facility locations
Automated monitoring reducing manual oversight requirements while maintaining safety standards
Real-time alerts enabling immediate response to security incidents or safety protocol violations
Enhanced Chemical Operations & Safety
Industrial Surveillance Networks:
Advanced camera systems specifically designed for chemical manufacturing environments with explosion-proof housing, chemical-resistant materials, and temperature tolerance. Real-time monitoring enables security personnel to maintain comprehensive oversight of production areas, chemical storage, and laboratory facilities while ensuring worker safety.
Hazmat Area Protection:
Specialized security technology for chemical storage and production areas including environmental sensors, gas detection systems, and emergency communication networks. Advanced monitoring protects facilities handling potassium nitrate and specialty chemicals while maintaining the safety protocols essential for chemical manufacturing operations.
Production Line Security:
Comprehensive surveillance systems for chemical production equipment including mixers, dryers, packaging lines, and quality control laboratories. Integrated monitoring ensures protection of proprietary manufacturing processes while supporting quality assurance and regulatory compliance requirements.
Emergency Coordination Systems:
Advanced communication networks linking chemical facility security with production control systems, emergency response teams, and regulatory agencies. Integrated emergency response capabilities support coordination during chemical incidents, environmental emergencies, or safety protocol activations.
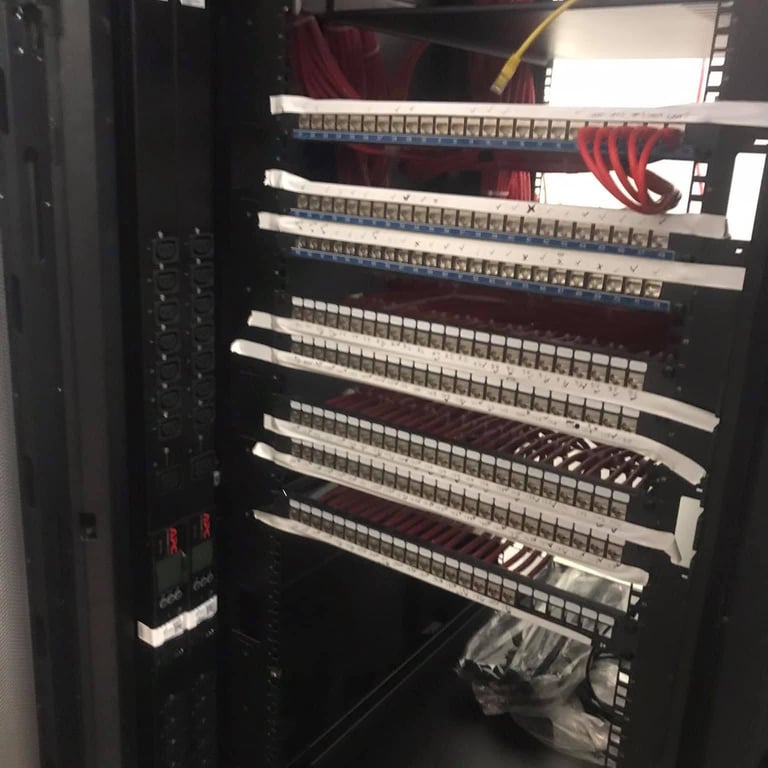
Chemical-Resistant Cable Management:
Industrial Installation: Professional cable routing designed for chemical manufacturing environments
Environmental Protection: Chemical-resistant and explosion-proof cable systems for hazardous production areas
Safety Standards: Installation meeting stringent requirements for chemical manufacturing and storage facilities
System Documentation: Complete infrastructure maps and technical documentation for industrial maintenance
Chemical Facility Network Infrastructure:
Industrial Networking: Fiber optic and hardened systems designed for chemical production environments
Process Integration: Network systems compatible with chemical production control and safety monitoring systems
Redundant Communications: Backup communication paths ensuring continuous operation during production processes
Scalable Design: Infrastructure supporting facility expansion and manufacturing capacity increases
Specialized Security Integration:
Chemical Environment Cameras: High-definition surveillance systems designed for chemical production and storage areas
Hazmat Access Control: Integrated security systems for chemical storage areas and restricted production zones
Emergency Response Systems: Integration with chemical emergency response protocols and safety shutdown systems
Environmental Monitoring: Comprehensive integration of air quality sensors and chemical detection systems
Infrastructure Details:

Ready to Secure Your Business?


Get a free consultation and security assessment from our certified experts.
✓ Free on-site assessment
✓ Custom solution design
✓ 24/7 support included
✓ Certified installation team
CoreIT Communication solutions
Professional IT communication and security solutions for businesses across Palestine and Israel. From smart surveillance to network infrastructure - we secure your digital future.
© 2025. All rights reserved.

